





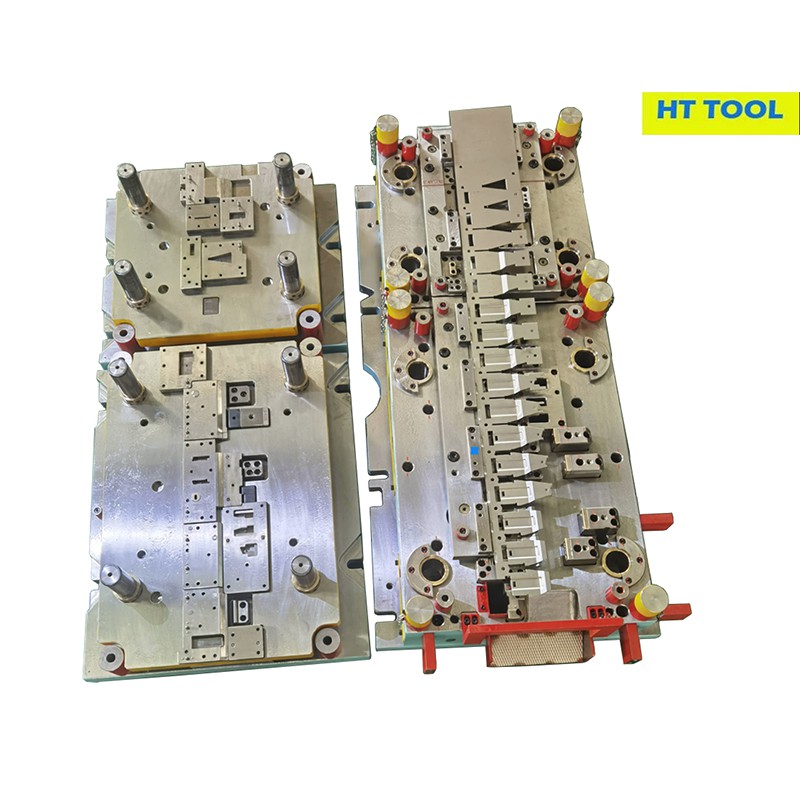
Sammansatt verktyg och progressivt verktyg
Produktstorlek: 2500L*700W*550H
Material: Kolstål, rostfritt stål, aluminiumplåt, mässing, koppar eller galvaniserad plåt etc.
Produktbeskrivning
|
Produktnamn |
Compound Tool och Progressive Tool |
|
Art.nr. |
HTSD-004 |
|
Produktstorlek |
2500L*700W*550H |
|
Material |
Kolstål, rostfritt stål, aluminiumplåt, mässing, koppar eller galvaniserad plåt mm. |
|
Materialtjocklek |
0.5-8mm eller anpassad |
|
Ytbehandling |
Förzinkad, pulverlackerad, målning, polering, borstning, kromplätering, anodisering, sandblästring, etc. |
|
Maskinbearbetningsutrustning |
CNC, EDM, Argie Charmilles, Fräsmaskin, 3DCMM, |
|
Logotyp metod |
Lasergravyr, CNC-gravyr |
|
Industriapplikation |
Fordon, hushållsapparater, elektronik, flyg- och rymdteknik |
|
Förpackning |
Trälåda eller på din begäran |
|
Testanläggning |
Tre koordinatmätmaskin, mikrometer, bromsok, 3D-skanner |
|
Produktionsförmåga |
150 set per år |
Introduktion av sammansatt verktyg och progressivt verktyg:
Sammansatta pressformar tillverkas med hjälp av sammansatta formdesign. Denna form är gjord för att utföra flera uppgifter med varje pressslag och de används för skäroperationer som stansning och håltagning. På grund av deras förmåga att utföra uppgifter snabbare än enkla stämplingsformar, är sammansatta stämplingsformar mer lämpliga för intrikata eller svåra jobb.
Progressiv verktygsstansning är idealisk för långa produktionsserier på grund av dess höga repeterbarhet. En enda maskin med flera formstationer används i denna metallstämplingsmetod. Varje station där en stämplingsoperation utförs flyttar automatiskt en metallremsa av lagermaterial. Den färdiga delen ska sedan skäras loss från remsan som sista steg.


Sammansatt verktyg och progressiv verktygsprocess
Sammansatta verktyg och progressiva verktyg erbjuder en kostnadseffektiv och effektiv metod för att producera stora volymer genom att använda en progressiv form. Formen innehåller flera stämplingsstationer som utför unika formningsoperationer då en remsa av plåt matas genom maskinen. Genom att kombinera de nödvändiga stämplingsverktygen i en formsats förbättras effektiviteten i stämplingsprojektet.
Följande komponenter är viktiga för en progressiv matris:
❆Die Set
❆Knappar (bussningar)
❆Stämplingar
❆Punchhållare
❆Plåt (sektion)
❆Nålar
❆Snigelrensning
❆Strippa
Sammansatta verktyg och progressiva kan också innehålla funktioner som subliners, stoppblock, slider eller sensorer. Det primära målet med dessa komponenter är att säkerställa korrekt hantering av materialet.
Progressiv metallstämpling följer dessa steg:
Den progressiva formen är placerad inuti en fram- och återgående stämplingspress.
Pressen rör sig uppåt och tar med sig toppformen och låter metallremsan matas in i utrustningen.
När pressen rör sig nedåt stängs formen för att utföra stämplingsoperationen.
En färdig del frigörs från formen med varje pressslag.
Den slutliga avskärningsstationen separerar de färdiga delarna från transportbanan.
Våra tjänster
CAE-analys: Noggrann CAE-analys hjälper till att förbättra delarnas kvalitet och optimera progressiv metallstämpelöverföringsform och annan präglingsverktygsprocess. Samtidig ingenjörskonst, produktdesigngranskning och tidigt engagemang kan hjälpa till att förkorta projektets ledtid. Det här är exempel på vår progressiva CAE-simulering för metallstämpling:
CAE-simulering

3D simulering av överföringsformar

Utformning av stämplingsformar:På verktygsdesignavdelningen kan vi erbjuda våra kunder ett komplett utbud av tjänster. Ingenjörer använder AUTOFORM för att säkerställa tillverkningsbarheten av stämplingar och simulering (studier från sprickor, rynkor, rebound, kompensation, videor, etc. finns tillgängliga). För komplett 3D/2D-verktygsdesign använder våra designers (x9) UG-mjukvara.
3D progressiv metallstämplingdesign

3D överföringsmatrisdesign

Projektledning:För varje progressivt metallstämplingsprojekt kommer vi att tilldela en projektingenjör för att hantera hela proceduren från idén om början till perfekt slutförande. Vi har ett underbart projektledningsteam, som har en stark ingenjörsbakgrund och bra på engelsk kommunikation. Detta hjälper ditt projekt att gå smidigt och väl under kontroll. Vi kommer att hålla kunden uppdaterad om detaljerad information om detta projekt genom veckorapport och uppdaterade bilder. Det är lätt för kunden att hantera projektet samtidigt. Vi kommer att tillhandahålla hög standard på kundservice genom självförbättring. Bara ett telefonsamtal eller ett e-postmeddelande så ser du att vi är redo för dig när som helst.

Produktionskostnadsoptimering:När vi arbetar nära kunder från processplanering till verktygsdesign lägger vi alltid mycket resurser och ansträngningar på att maximera materialutnyttjandet och pressslaget och minimera antalet verktygsstationer samtidigt som vi säkerställer produktionsstabilitet och repeterbarhet.

Tillverkning av pressform:HT TOOL kan skapa progressiv metallstämpling internt för att möta alla våra kunders behov. Vår ingenjörsavdelning arbetar med vår duktiga personal för att säkerställa kvaliteten på dina delar. Tabellen nedan är vår lista över bearbetningsutrustning:
|
Art.nr. |
Utrustning |
Specifikation (mm) |
ANTAL |
|
1 |
Tryck på Maskin |
800 T(4200*1900*1200) |
1 |
|
2 |
400 T (3300*1500*750) |
1 |
|
|
3 |
200 T (2400*840*550) |
1 |
|
|
4 |
Tre-i-ett matningsmaskin |
Bredd 600 mm, tjocklek 0.5- 4,5 mm |
1 |
|
5 |
Tre-i-ett matningsmaskin |
Bredd 1200mm, tjocklek 0.5- 6.0mm |
1 |
|
6 |
CNC |
2500*1700*1000 |
1 |
|
1100*650*750 |
1 |
||
|
800*500*550 |
3 |
||
|
7 |
Ytslipmaskin |
1000*600 |
1 |
|
8 |
800*400 |
1 |
|
|
9 |
Manuell slipmaskin |
150*400 |
2 |
|
10 |
Vertikal borrmaskin |
ф1~32 |
3 |
|
11 |
Radiell borrmaskin |
¢1~32 |
1 |
|
12 |
¢1~50 |
1 |
|
|
13 |
Fräs |
1150*500*500 |
2 |
|
14 |
Normala trådskärmaskiner |
800*630 |
1 |
|
15 |
500*400 |
4 |
|
|
16 |
Snabba trådskärmaskiner |
800*500 |
1 |
|
17 |
500*400 |
1 |
|
|
18 |
Stoma EDM |
300*200 |
1 |
|
19 |
3D-skanner |
650*550 |
1 |
Stämplingstärningsprov:Vi har mekanisk press från 200T upp till 800T

200T mekanisk press
Max bordsstorlek: 2400*840*550mm

400T mekanisk press
Max bordsstorlek: 3300*1500*750mm

800T mekanisk press
Max bordsstorlek: 4200*1800*1200mm
One-stop shop service:Som en professionell progressiv metallstämpeltillverkare i den kinesiska verktygsindustrin med solid kapacitet och betydande kapacitet, erbjuder HT Tool and Die en integrerad lösning till kunder genom att designa och bygga kall- och varmformningsverktyg, kontrollera fixturer och svetsjiggar i den globala fordonsindustrin industri.
Jämförelsen mellan stämplingsmatriser: enkel vs. sammansattdökontra progressivmetallstämplingvs Transfer Dies
|
Särdrag |
Enkel die |
Compound Die eller Combination Die |
Progressivmetallstämpling |
Transfer Die |
|
Operationer |
Enkel operation |
Flera operationer (ett slag). Mycket begränsad till design. |
Flera operationer (sekvens). Något begränsad till design. Vissa komplexa ritningsoperationer skulle kräva en överföringsform |
Flera operationer (överföring mellan stationer). Alla operationsprocesser är möjliga. |
|
Stationer |
En station |
En station |
Flera stationer |
Flera stationer |
|
Komplexitet |
Låg |
Låg till medium |
Hög komplexitet |
Hög komplexitet |
|
Formprovning och uppsättning |
Lätt |
Svår |
Måttlig. Moduler minskar komplexiteten och ökar inställningseffektiviteten. |
Vanligtvis enklare än progressiv, men kräver förflyttnings- och lyftanordningar som också är komplexa att designa. |
|
Effektivitet |
Mycket låg |
Låg |
Mycket hög |
Hög. Långsammare än progressivt givet de nödvändiga överföringsoperationerna. |
|
Kosta |
Låg verktygskostnad, hög enhetskostnad för delar |
Medium verktygskostnad, medium enhetskostnad |
Hög verktygskostnad, mycket låg enhetskostnad för delar |
Normalt högre verktygs- och enhetskostnad än progressiv |
|
Produktionsvolym |
Låg volym |
Medium till hög volym |
Hög volym (lämplig för massproduktion) |
Hög volym, (lämplig för massproduktion) |
|
Lämplighet |
Enkla delar |
Enkla delar |
Komplexa delar |
Större och/eller konkava delar, komplexa delar |
|
Materialutnyttjandegrad |
Måttlig till hög |
Måttlig till hög |
Måttlig. Behovet av piloter och transportörer kan minska materialutnyttjandet. En bra design kan i hög grad minska det producerade skrotet. |
Måttlig till hög |
|
Blankeringsoperation |
1 slag |
1 slag |
Den sista operationen |
Den första operationen |
Sammansatt verktyg och progressivt verktyg Tillämpning:

Frakt & paket för sammansatt verktyg och progressivt verktyg:

Ledtid för sammansatt verktyg och progressivt verktyg:
|
|
Progressivt verktyg |
Sammansatt verktyg |
||||
|
Ledtid |
Små dör (Mindre än eller lika med 1 M) Veckor |
MediumStorlek ( 2 M-3M ) Veckor |
Stor Storlek (3M- ) Veckor |
SköpcenterStorlek Mindre än eller lika med 2000 mm veckor |
Medium dör 2000-3000mm veckor |
Stor storlek Större än eller lika med 3000 mm veckor |
|
Simulering |
2 -3.5 veckor |
3.5 -5.5 veckor |
5,5 veckor |
2 -3.5 veckor |
3.5 -5.5 veckor |
6 veckor |
|
Design |
||||||
|
Mönster |
|
|
|
0.5 veckor |
0.5 veckor |
1 veckor |
|
Gjutning/stål |
0.5 -1 veckor |
1 veckor |
1,5 veckor |
3 veckor |
4 veckor |
4 veckor |
|
Tillverkning |
2.5 -3.5 veckor |
3.5 -5.5 veckor |
7 veckor |
2.5 -4 veckor |
3.5 - 5.5 veckor |
7 veckor |
|
Värmebehandling |
||||||
|
Montering |
3 - 4 veckor |
5 - 10 veckor |
10 veckor |
3 - 4 veckor |
5 - 10 veckor |
10 veckor |
|
Laserskurna delar |
||||||
|
Av verktygsdelar |
||||||
|
OK delar |
||||||
|
Köp av |
||||||
|
Total |
8 -12 veckor |
13 -22 veckor |
24 veckor |
11 -15 veckor |
16.5 -25.5 veckor |
28 veckor |
FAQ:
Vilka är de olika typerna av matriser?
✹ Olika typer av dies
✹Simple Die.
✹Förening Dö.
✹Progressiv Dö.
✹Överföringsmatris.
✹Kombinationsmatris.
✹Multiple Dö.
✹Rund delad tärning.
✹Justerbar form.
Definition och process för Compound Tool?
Sammansatt verktygsstämpling skiljer sig från progressiv verktygsstämpling genom att utföra flera operationer – såsom skärning och formning – i ett enda slag. Denna metod liknar en kock som utför flera skäruppgifter i en snabb rörelse.
Det är särskilt effektivt för att producera platta delar, där flera funktioner måste läggas till samtidigt. Denna entaktsmetod säkerställer hög precision och inriktning, vilket gör den idealisk för delar med stor dimensionell noggrannhet.
Fördelar med CompoundVerktygsstämpling?
Den främsta fördelen med Compound Tool Stamping är dess precision. Eftersom flera operationer utförs i ett enda slag, minimeras risken för felinriktning mellan processer, vilket resulterar i mycket exakta delar.
Denna metod är också effektiv för att producera platta komponenter, eftersom den minskar antalet träffar som behövs jämfört med andra metoder, vilket påskyndar produktionen.
Dessutom tenderar Compound Tool Stamping att generera mindre skrotmaterial, vilket bidrar till kostnadsbesparingar och miljömässig hållbarhet.
Nackdelar och begränsningarav sammansatt verktyg
Begränsningarna för Compound Tool Stamping inkluderar dess lägre produktionshastighet än Progressive Tool Stamping, eftersom det vanligtvis används för mer detaljerat och exakt arbete snarare än höghastighets massproduktion.
Dessutom finns det bättre metoder för komplexa delar som kräver flera bocknings- eller formningsoperationer. Komplexiteten och djupet på delarna som kan tillverkas är begränsade, vilket gör att denna metod är bäst lämpad för enklare, plattare komponenter.
Populära Taggar: sammansatta verktyg och progressiva verktyg, Kina sammansatta verktyg och progressiva verktyg tillverkare, leverantörer, fabrik, Möbler hårdvara stämplande dör, Hög precisionsstämpeldie, Höghastighetsstämpel, Andra metallstämpel dör, Prototyp dör, Stans nitande materi
Ett par
Progressiv verktygsplåtDu kanske också gillar





Skicka förfrågan